
すべての製品
コンタクトパーソン :
Mary
電話番号 :
13724578129
WhatsApp :
+8613724578129
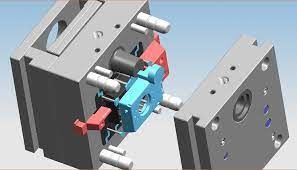
A380サービス80000打撃は自動車のためのダイ カストH13の鋼鉄を形成する







Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
x商品の詳細
| 型の鋼鉄 | P20、H13 | 原料 | アルミニウム、亜鉛、マグネシウム |
|---|---|---|---|
| 型の生命 | 50000〜80000ショット | ダイ温度 | 288 |
| 投げる温度 | 660 | 鋳造機 | 280トンから1250トンまで |
| ハイライト | A380サービス型はダイ カスト,80000の打撃は形成するダイ カスト,H13鋼鉄自動車はダイ カスト |
||
製品の説明
ダイ カストの製造者はアルミニウム注文OEMのアルミ鋳造A380サービスをダイ カスト
ダイ カストの設計は
の前にダイ カストはあなたの部品、製造業者考慮するいくつかの要因を、のような:要素の厚さおよび複雑さ(影響金属が型で使うべきである時間)および投げられた設計(影響の怯固時間)の複雑さ。独特な条件のためのダイ カスト プロセスをカスタマイズするためには、製造業者は材料が型でどの位使うか物質的な構成またはダイスの設計を、プロセス熱調節、できる。
| さまざまな投げられた金属のための死に、部品の材料、そして硬度は | |||||||
| 部品は死ぬ | 投げられた金属 | ||||||
| 錫は、導いたり及び亜鉛でメッキする | アルミニウム及びマグネシウム | 銅及び真鍮 | |||||
| 材料 | 硬度 | 材料 | 硬度 | 材料 | 硬度 | ||
| キャビティ挿入物 | P20 [ノート1] | 290-330 HB | H13 | 42-48 HRC | DIN 1.2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20、H21、H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| 中心 | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1.2367 | 40-46 HRC | |
| DIN 1.2367 | 42-48 HRC | ||||||
| 中心ピン | H13 | 48-52 HRC | DIN 1.2367のprehard | 37-40 HRC | DIN 1.2367のprehard | 37-40 HRC | |
| Sprueの部品 | H13 | 48-52 HRC | H13 DIN 1.2367 |
46-48 HRC 44-46 HRC |
DIN 1.2367 | 42-46 HRC | |
| ノズル | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1.2367 H13 |
40-44 HRC 42-48 HRC |
|
| イジェクター ピン | H13 [ノート2] | 46-50 HRC | H13 [ノート2] | 46-50 HRC | H13 [ノート2] | 46-50 HRC | |
| プランジャー打撃の袖 | H13 [ノート2] | 46-50 HRC | H13 [ノート2] DIN 1.2367 [ノート2] |
42-48 HRC 42-48 HRC |
DIN 1.2367 [ノート2] H13 [ノート2] |
42-46 HRC 42-46 HRC |
|
| ホールダーのブロック | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB | |
HPDC型の利点
·純形の部品構成は達成可能である
·高い次元の正確さは達成可能である
·速い生産
·シンナーの壁は投資および砂鋳造と比較されたとき達成可能である
·広範囲可能な形
·外的な糸はcastedできる
·鋼鉄挿入物は過剰形成することができる
·穴は内部蛇口のドリルのサイズに芯を取ることができる
| 典型的温度そして生命はさまざまな投げられた材料のための死ぬ | ||||
| 亜鉛 | アルミニウム | マグネシウム | 真鍮(加鉛黄色) | |
| 最高は生命[周期の数]死ぬ | 1,000,000 | 100,000 | 100,000 | 10,000 |
| 温度[C° (F°)死ぬ] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| 投げる温度[C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000年) |