
すべての製品
コンタクトパーソン :
Mary
電話番号 :
13724578129
WhatsApp :
+8613724578129
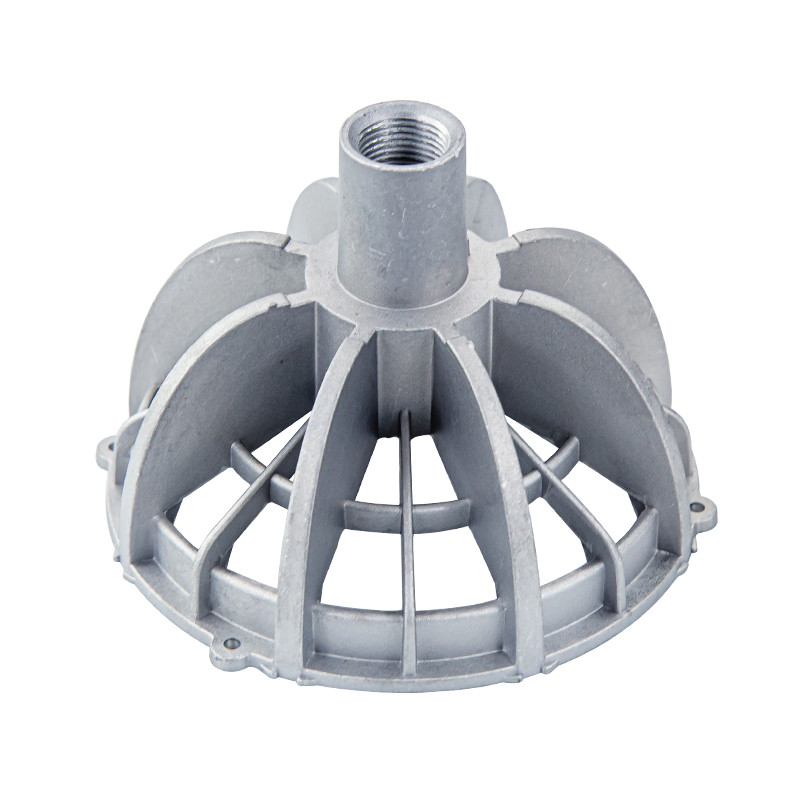
OEMの砂吹きアルミニウム ダイ カストB390 LEDのテーブル ライト脱熱器








Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
x商品の詳細
| 適用 | LEDの照明 | プロセス | ダイ カストは |
|---|---|---|---|
| 材料 | B390 | 表面 | 陽極酸化 |
| 許容 | +/-0.01mm | 色 | カスタマイズされる |
| ハイライト | B390アルミニウムはダイ カスト,OEMの砂吹きアルミニウムはダイ カスト,軽い脱熱器は部品ダイ カストの |
||
製品の説明
アルミニウムは脱熱器ダイ カストOEMの製造業者のアルミ合金LEDのテーブル ライト
| 記述: | テーブル ライト |
| 製品名: | アルミ合金LEDのテーブル ライト脱熱器 |
| 材料: | ADC12、A380 |
| ロゴ: | 印刷されるまたはカスタマイズされたロゴのレーザー |
| 終わり: | 絵画、吹きかかる粉砂の送風 |
| 包装: | 簡単なEPE袋、20pcs/ctn |
| 色: | 、黒い銀製、白い |
| プロセス: | 、終わり機械で造る、ダイ カスト点検、パッケージは |
アルミ合金はダイ カスト
場面にいつも当っていて新技術がそれは照明デザイナーのための非常に刺激的な時である。しかしダイ カストのための部品を設計することはあなたの長所ではないかもしれない。
これは製造のための設計で十分に機能的な生産の部品にあなたの華麗な設計思想を持って来るのを助けるためにダイ カスト パートナーを経験した必要とするところである。 の
私達は中国の一流のつく部品の製造業者の1才である。私達はあなたの特定のつく適用のための良質プロダクトを渡してもいい—アルミニウム、亜鉛またはマグネシウムの合金を頼むかどうか。私達のチームは部品をつけるためのダイ カスト サービスの広範囲メニューを提供する—屋外および屋内使用のため。
私達にすべての企業へダイ カストの広い範囲および関連サービスを提供することで15年間以上の経験ある。経験のこのレベルを使うと、あなたの必要性および予算に一致させる右のつく解決を開発するために私達を信頼できる。私達のサービスは急速なプロトタイピング、製品設計、あなたのプロジェクトによって終わり、機械で造る注文の工具細工が含まれている。
アルミニウムは合金ダイ カストの
| アルミニウムは合金ダイ カストの | |||||
| (構成、特性及び特徴) | |||||
| 合金の構成 (最高%か範囲) |
A360 (ADC3) | A380 (ADC10) | A383 (ADC12) | A390 (ADC14) | A413 (A13) |
| ケイ素 | 9~10 | 7.5。- 9.5 | 9.5-11.5 | 16-18 | 11~13 |
| 鉄 | 1.3 | 1.3 | 1.3 | 1.3 | 1.3 |
| 銅 | 0.6 | 3/4 | 2/3 | 4/5 | 1 |
| マンガン | 0.35 | 0.5 | 0.5 | 0.5 | 0.35 |
| マグネシウム | 0.40-0.60 | 0.1 | 0.1 | 0.45- 0.65 |
0.1 |
| ニッケル | 0.5 | 0.5 | 0.3 | 0.1 | 0.5 |
| 亜鉛 | 0.5 | 3 | 3 | 1.5 | 0.5 |
| 錫 | 0.15 | 0.35 | 0.15 | 0.2 | 0.15 |
| チタニウム | - | - | - | 0.2 | - |
| 総他 | 0.25 | 0.5 | 0.5 | 0.2 | 0.25 |
| アルミニウム | Bal. | Bal. | Bal. | Bal. | Bal. |
| 特性 | A360 | A380 | A383 | A390 | A413 (A13) |
| 最終的な抗張 (ksi) |
46 | 47 | 45 | 40.5 | 42 |
| 抗張降伏強さ(ksi) | 24 | 23 | 22 | 35 | 19 |
| 延長(2"の% G.L.) | 3.5 | 3.5 | 3.5 | 3.5 | |
| 硬度(BHN) | 75 | 80 | 75-80 | 85 | 120 |
| 剪断強度(ksi)を | 26 | 27 | 25 | - | 29 |
| Charpyの衝撃強度(切り込みがないft.lb。—) | 4.2 | 3.5 | - | - | 2 |
| 疲れさせなさい強さ(ksi) (limit@ 500,000,000の周期)を | 18 | 20 | 19 | - | 20 |
| 密度(lb。/in.3) | 0.095 | 0.098 | 0.097 | 0.099 | 0.096 |
| 溶ける範囲(˚F) (およそ) | 1035- 1105 |
1000- 1105 |
960- 1100 |
945- 1200 |
1065- 1080 |
| 比熱(Btu/lb。˚F) | 0.23 | 0.23 | - | - | - |
| 上昇温暖気流の係数 拡張 (。/in。/˚F) |
11.8 | 11.7 | 11.5 | 11.7 | 10.3 |
| 熱伝導性(Btu/fthr。˚F) | 65.3 | 55.6 | 55.6 | 78.6 | 67.7 |
| 電気伝導率(%IACS) | 29 | 23 | 23 | 25 | 31 |
| (106のpsi)弾性係数 | 10.3 | 10.3 | 10.3 | 11.9 | 10.3 |
![]()
ダイ カストの母数模型を作成するとき考慮されるべきいくつかの幾何学的な特徴がある:
·草案はダイスからの鋳造の容易な放出を可能にするために中心に与えられる斜面または先を細くすることの量またはダイス キャビティの他の部分である。すべては投げられた表面ダイスからの鋳造の適切な放出のためにダイスの開始方向に平行要求する草案をである死ぬ。適切な草案を良質の表面およびより精密な完成品のダイスそして結果からより取除き易い特色にするダイ カストは。
·肉付けは鋭いコーナーか端で他では会おう2つの表面の曲げられた接続である。単に、肉付けはダイ カストに望ましくない端およびコーナーを取除くために加えることができる。
·ラインを分けることは型の2つの側面が一緒に来るポイントを表す。最後ラインの位置はカバーはダイスのどの側面であり、どれイジェクターはであるか定義する。
·主任は取付けられる必要がある部品のためのスタンドオフそして土台ポイントとして役立つダイ カスト加えられる。ダイ カストの最高の完全性そして強さのために、主任は普遍的な壁厚さがなければならない。
·肋骨はダイ カストに高められた壁厚さなしで最高の強さを要求する設計に加えられたサポートを提供するために加えられる。
·これらの特徴の周囲が怯固の間にダイスの鋼鉄に握るので穴および窓は特別な配慮を時ダイ カスト要求する。この効果を妨害するためには、寛大な草案は穴があくように窓の特徴加えられ、
Q1:いかに引用する必要があるか。
私達は映像との荒い価格を引用してもいいが正確な価格を得るために、次を提供しなさい
情報:
1.第2および3D (フォーマット:CAD/PDF/DWG/DXF/DXW/IGES/STEP等)
2.材料
3.量は必要とした
4.表面処理
5。特別なpacakingか、または他の条件
Q2:MOQは何であるか。
私達は少量を受け入れてもいい。
Q3:私は点検のためのサンプルを得てもいいか。
はい、ちょうどサンプル費用を必要とすれば郵送物の費用、私達は大量生産でそれを戻す。
Q4:私に荒い概念があればただ私のためのプロダクトを設計できるか。
はい!私達はまたすべてを要求することをあなたの私達に言う限りデザイン・サービスを提供してもいい。
Q5:調達期間は何であるか。
それは量によって決まる。順序の確認の後の一般に5-20日。
推薦されたプロダクト